
製造工程
鋳型の製造


まず始めに優秀な工芸家の手によって木型、石膏型の原形が造られます。
その原形を元に砂型を取り、黄銅真鍮地金合金を流し込んで金型が作られます。
金型は上、下、左右、中合、入り子とバラバラであるのを鋳型にします。出来上がった鋳型に彫刻師が模様を彫ります。金型が真鍮合金であるので、鉄鋳物型などよりも彫刻を鮮明に仕上げることができます。
※ 画像左から 木型原型、石膏原型、金型、彫刻
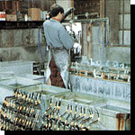
鋳造法

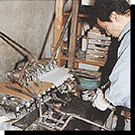
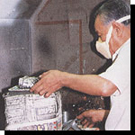
鋳造(吹き)の方法には、焼き吹き、戻し吹き、地金吹き、冷吹きの4種類があります。
焼き吹きは、炉の中で300℃〜350℃(地金が溶けて流れる温度)まで鋳型を熱し
そこに溶解された地金をつぎ込みながら徐々に水で冷やして行く方法です。
戻し吹きは、型の鋳口に湯を注ぎ込み、10秒〜15秒ほどたってから型を逆さにし
中の湯を出すと湯が型に貼り付いているため、それを取り出す方法です。
※ 画像左から 焼き吹き鋳造、戻し吹き鋳造、地金吹き鋳造
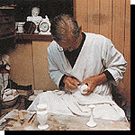
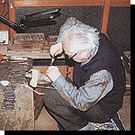
加工(マトメ)


鋳造された生地は、キサゲ、ヒツカケ、カンナ、ロクロなど専門の道具を使って
型の合わせ目(パーテングライン)や、ハンダ付けのバリ(余分な部分)を取りのぞき
目で見ても、触れてみてもつなぎ目がわからないほどの滑らかな加工を施されます。
また、ロー付け、ハンダ付けの接合により多様なデザインや形の仕上げが可能となり
亜鉛ダイカストの接合も出来るので、接合可能なものは何でも仕上げることが出来ます。
※ 画像左から マトメ加工、マトメ加工
鍍金(メッキ)


製品の出来は、メッキの良し悪しであり、それは研磨が充分にされたか否かで
決ってきます。
銀製品と同じに見られたり、スーベニア市場で安価に売られたりする違いは、メッキ
仕上げの違いによるものです。
※ 画像左から 研磨、鍍金、鍍金
塗装

塗装は大きく分けると、スプレーによる吹きつけ塗装、ザブ漬け塗装の2種類になります。
スプレーによる吹きつけ塗装は、ザブ漬け塗装の仕上げより薄く仕上げることが出来る
反面高い技術力が必要となってきます。
※ 画像左から 塗装、塗装
鋳型の製造
まず始めに優秀な工芸家の手によって木型、石膏型の原形が造られます。
その原形を元に砂型を取り、黄銅真鍮地金合金を流し込んで金型が作られます。
金型は上、下、左右、中合、入り子とバラバラであるのを鋳型にします。出来上がった鋳型に彫刻師が模様を彫ります。金型が真鍮合金であるので、鉄鋳物型などよりも彫刻を鮮明に仕上げることができます。
※ 画像左から 木型原型、石膏原型、金型、彫刻
鋳造法
鋳造(吹き)の方法には、焼き吹き、戻し吹き、地金吹き、冷吹きの4種類があります。
焼き吹きは、炉の中で300℃〜350℃(地金が溶けて流れる温度)まで鋳型を熱し
そこに溶解された地金をつぎ込みながら徐々に水で冷やして行く方法です。
戻し吹きは、型の鋳口に湯を注ぎ込み、10秒〜15秒ほどたってから型を逆さにし
中の湯を出すと湯が型に貼り付いているため、それを取り出す方法です。
※ 画像左から 焼き吹き鋳造、戻し吹き鋳造、地金吹き鋳造
加工(マトメ)
鋳造された生地は、キサゲ、ヒツカケ、カンナ、ロクロなど専門の道具を使って
型の合わせ目(パーテングライン)や、ハンダ付けのバリ(余分な部分)を取りのぞき
目で見ても、触れてみてもつなぎ目がわからないほどの滑らかな加工を施されます。
また、ロー付け、ハンダ付けの接合により多様なデザインや形の仕上げが可能となり
亜鉛ダイカストの接合も出来るので、接合可能なものは何でも仕上げることが出来ます。
※ 画像左から マトメ加工、マトメ加工
鍍金(メッキ)
製品の出来は、メッキの良し悪しであり、それは研磨が充分にされたか否かで
決ってきます。
銀製品と同じに見られたり、スーベニア市場で安価に売られたりする違いは、メッキ
仕上げの違いによるものです。
※ 画像左から 研磨、鍍金、鍍金
塗装